zur Bemessung individueller Befestigungspunkte mit MKT Produkten.
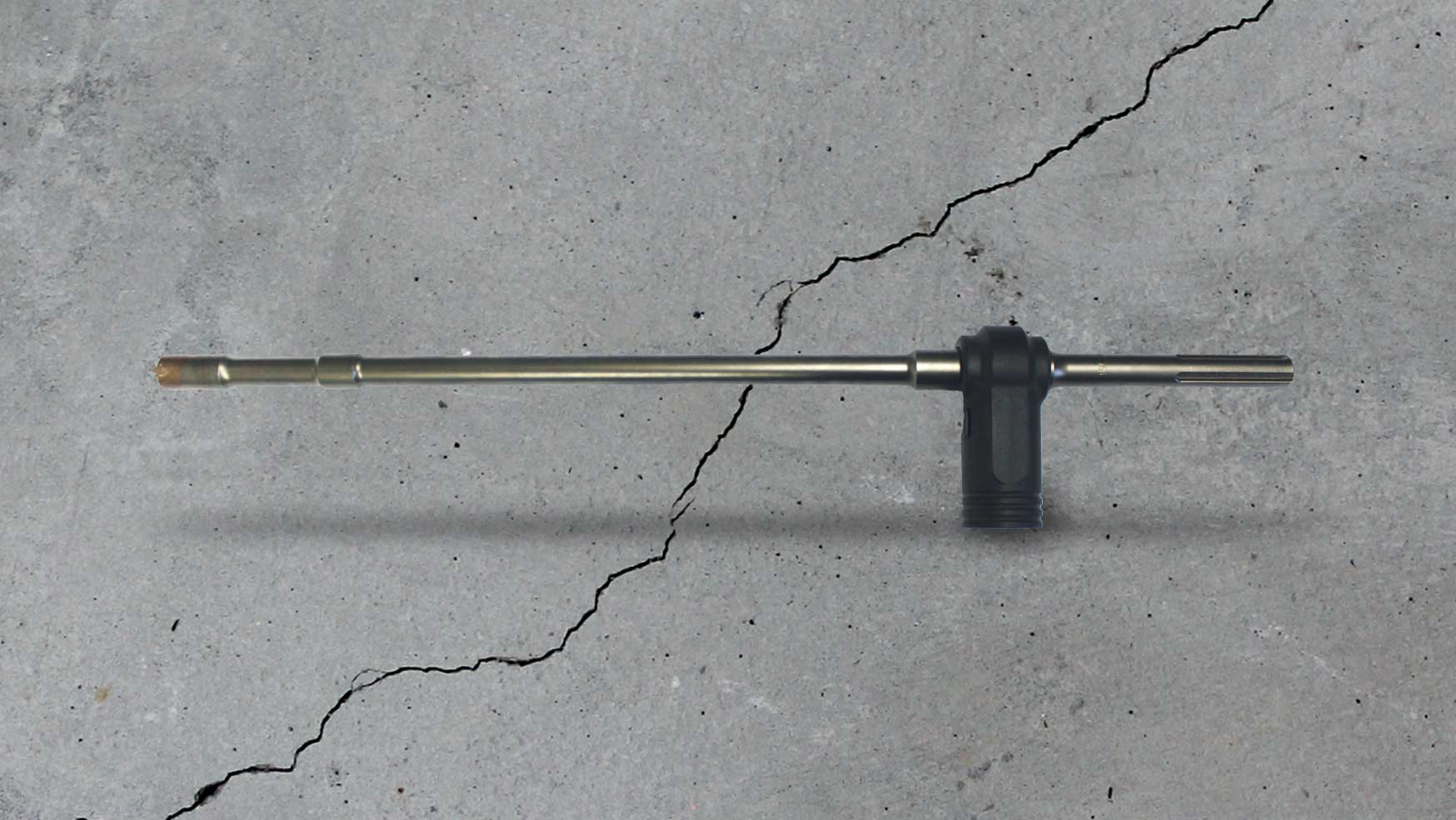
Bohren und Reinigen in einem Schritt.